
Kā transformatora "sirds", dzelzs kodols spēlē izšķirošu lomu elektromagnētiskās enerģijas pārveidošanā. Tas ietekmē ne tikai transformatoru energoefektivitāti, bet arī tieši ietekmē iekārtu tilpumu, svaru un darbības uzticamību. Dzelzs kodola materiālu evolūcija, sākot no rūpnieciski tīra dzelzs līdz mūsdienu amorfiem sakausējumiem, ir lieciniece transformatoru tehnoloģijas krāšņajai attīstībai.
Dzelzs kodola pamatfunkcija un veiktspējas prasības
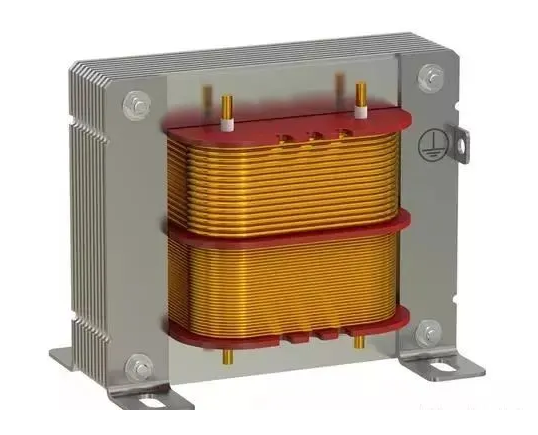
Transformatora serdes galvenā funkcija ir nodrošināt efektīvu magnētisko ķēdi, ļaujot pārvadīt elektrisko enerģiju starp dažādām ķēdēm, izmantojot elektromagnētiskās indukcijas principu. Dzelzs serdes veiktspēja tieši ietekmē transformatora tehniskos un ekonomiskos rādītājus. Dzelzs serdes materiālu pamatprasības ir: zemi dzelzs serdes zudumi pie noteiktas frekvences un magnētiskās plūsmas blīvuma, kā arī augsts magnētiskās plūsmas blīvums pie noteikta magnētiskā lauka stipruma.
Serdes zudumi ietver divas daļas: histerēzes zudumus un virpuļstrāvas zudumus. Histerēzes zudumi ir saistīti ar materiāla magnetizācijas grūtībām, savukārt virpuļstrāvas zudumus izraisa cirkulējošā strāva, ko izraisa mainīga magnētiskā plūsma dzelzs serdē. Lai samazinātu šos zudumus, ideāliem dzelzs serdes materiāliem jābūt ar augstu elektrisko pretestību, augstu magnētisko caurlaidību un zemu koercitāti.

Dzelzs kodolmateriālu evolūcijas process
Transformatoru serdeņu materiālu attīstība ir piedzīvojusi garu un aizraujošu ceļu. Agrākajos transformatoru serdeņos kā magnētiskie materiāli tika izmantota parasta oglekļa tērauda stieple vai oglekļa tērauds. 1885. gadā Ungārijas Gunca rūpnīca izstrādāja pirmo vienfāzes transformatoru ar slēgtu magnētisko ķēdi, un tā dzelzs serde bija izgatavota no šāda veida materiāla.
1900. gadā anglis R. A. Hedfīlds un citi atklāja, ka silīcija pievienošana maigajam tēraudam var uzlabot pretestību, samazināt virpuļstrāvu un histerēzes zudumus, kā arī mazināt "kodola novecošanās" fenomenu. 1903. gadā Amerikas Savienotās Valstis un Vācija sāka ražot karsti velmētas silīcija tērauda loksnes, kas iezīmēja silīcija tērauda lokšņu ēras sākumu.
Karstvelmētām silīcija tērauda loksnēm ir tādas problēmas kā nevienmērīga veiktspēja un lieli zudumi. 20. gs. trīsdesmitajos gados tika gūti sasniegumi auksti velmēta silīcija tērauda lokšņu tehnoloģijā. 1933. gadā Gauss izmantoja divas aukstās velmēšanas un atkvēlināšanas metodes, lai ražotu 3 % Si tēraudu ar augstām magnētiskām īpašībām visā velmēšanas virzienā. 1935. gadā Amerikas Savienoto Valstu uzņēmums Armco Steel Company sadarbojās ar uzņēmumu Westinghouse, lai sāktu auksti velmēta orientēta silīcija tērauda ražošanu.
Pēc 20. gs. sešdesmitajiem gadiem lielākās industrializētās valstis pakāpeniski pārtrauca karstvelmētu silīcija tērauda lokšņu ražošanu un pārgāja uz aukstvelmētām silīcija tērauda loksnēm ar labākām īpašībām. 1964. gadā Japānas uzņēmums Nippon Steel Corporation izstrādāja augstas caurlaidības graudorientētas aukstvelmētas silīcija tērauda loksnes (Hi-B tērauds), vēl vairāk samazinot transformatoru tukšgaitas zudumus.
Amorfo sakausējumu materiāli debitēja vēsturiskā arēnā 20. gs. 70. gados. 1974. gadā United Microelectronics Corporation izstrādāja uz dzelzs bāzes izgatavotus amorfus sakausējumus, un 1978. gadā Amerikas Savienotās Valstis izstrādāja 10 kVA amorfus dzelzs serdes transformatorus. Šim jaunajam materiāla veidam ir ārkārtīgi zemi dzelzs zudumi, tikai 1/3–1/5 no tradicionālajām silīcija tērauda loksnēm, kas aizsāka jaunu transformatoru enerģijas taupīšanas ēru.
Dzelzs serdes materiālu galvenie veidi un īpašības
silīcija tērauda loksne
Silīcija tērauda loksne ir mīksts magnētisks silīcija dzelzs sakausējums ar ārkārtīgi zemu oglekļa saturu, parasti ar silīcija saturu 0,5–4,5%. Silīcija pievienošana var palielināt dzelzs elektrisko pretestību un maksimālo magnētisko caurlaidību, samazināt koercitīvitāti, serdes zudumus un magnētisko novecošanos. Silīcija tērauda loksnes var iedalīt divās kategorijās: karsti velmētas un auksti velmētas, un auksti velmētās loksnes tiek iedalītas orientētās un neorientētās.
Aukstā velmējuma neorientēta silīcija tērauda loksne ir sakausējums ar 0,5% ~ 4,0% (Si + Al) saturu, ko auksti velmē līdz 0,65 mm, 0,5 mm un 0,35 mm biezumam, pēc tam atkvēlina un pārklāj, lai to iegūtu. Tā graudu tekstūras tips ir relatīvi izkliedēts, un tam ir relatīvi vienmērīgas magnētiskās īpašības visos virzienos.
Orientētam silīcija tēraudam ir augsta magnētiskā caurlaidība un zemi zudumi viegli magnetizējamā virzienā, kas atbilst statiskās jaudas iekārtu, piemēram, transformatoru, magnētiskās vadītspējas prasībām. Parastā orientētā silīcija tērauda (CGO) vidējais graudu orientācijas novirzes leņķis ir aptuveni 7°, un piesātinājuma magnētiskās jutības vērtība B8 ir lielāka par 1,82 Tesla; augstas magnētiskās orientācijas orientētā silīcija tērauda (Hi-B) vidējais graudu orientācijas novirzes leņķis ir aptuveni 3°, un B8 vērtība ir lielāka par 1,90 Tesla.
amorfs sakausējums
Amorfs sakausējums ir metālisks funkcionāls materiāls ar atomiem, kas nejauši sadalīti materiāla matricā, kam ir "stiklveida" sastāvs. Tipisks amorfs sakausējums satur 80% dzelzs, bet pārējās sastāvdaļas ir bors un silīcijs. Šim materiālam piemīt augsta piesātinājuma magnētiskās indukcijas stiprība (1,54 T), augsta magnētiskā caurlaidība, zema ierosmes strāva un ārkārtīgi zemi dzelzs zudumi.
Dzelzs zudumi amorfos sakausējumos, kuru pamatā ir dzelzs, ir tikai viena trešdaļa līdz viena piektdaļa no orientētā silīcija tērauda lokšņu zudumiem, kas samazina amorfo sakausējumu transformatoru tukšgaitas zudumus par 70–80% salīdzinājumā ar tradicionālajiem silīcija tērauda transformatoriem. Amorfo sakausējumu piesātinājuma magnētiskās plūsmas blīvums ir relatīvi zems (apmēram 1,5 T), tāpēc nominālais magnētiskās plūsmas blīvums parasti tiek izvēlēts kā 1,3–1,4 T.
Amorfā sakausējuma sloksnes biezums ir ārkārtīgi plāns, tikai 0,03 mm, kā rezultātā amorfā dzelzs kodola laminēšanas koeficients ir tikai aptuveni 80%. Lai gan amorfajiem sakausējumiem ir zemāks īpatnējais svars nekā silīcija tērauda loksnēm, dzelzs kodola svars joprojām ir relatīvi liels.
Galvenās struktūras dizains
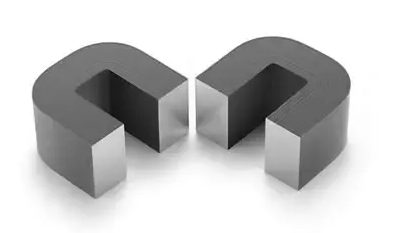
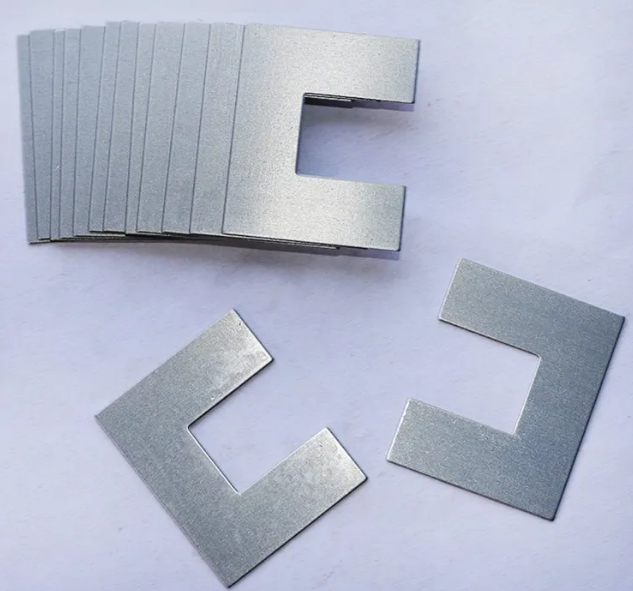
Arī transformatora serdes konstrukcija ir piedzīvojusi ievērojamu attīstību. Sākot ar agrāko laminēto dzelzs serdi, līdz C-veida dzelzs serdei un pēc tam gredzenveida (spolētai dzelzs serdei) dzelzs serdei, katrai struktūrai ir savas īpašības un priekšrocības.
Apaļā dzelzs serde ir izgatavota, tinot silīcija tērauda sloksnes, līdzīgi kā cieši uztīta pulksteņa atspere. Šāda veida dzelzs serdei ir nepārtraukta magnētiskā ķēde bez gaisa spraugām, kā rezultātā ir zema magnētiskā pretestība un augsta efektivitāte. Salīdzinot ar tādas pašas jaudas laminētiem transformatoriem, toroidālajiem transformatoriem ir maza izmēra, viegla svara un zemas magnētiskās noplūdes priekšrocības.
Amorfā sakausējuma transformatori, ņemot vērā to materiālu griešanas grūtības, parasti tiek konstruēti kā spirālveida dzelzs serdeņa struktūras. Vienfāzes transformatora serdeņa struktūra ir rāmis, savukārt trīsfāzu transformatora serdeņa struktūra tiek veidota, apvienojot četrus rāmjus struktūrā, kas līdzīga trīsfāzu piecu kolonnu struktūrai. Šī struktūra ļauj katru fāzes tinumu novietot uz diviem neatkarīgiem magnētiskās ķēdes rāmjiem, efektīvi novēršot trešās harmonikas magnētiskās plūsmas ietekmi.
Dzelzs serdes materiāla ražošanas process
Silīcija tērauda lokšņu ražošanas process ir sarežģīts, īpaši orientētu silīcija tērauda lokšņu gadījumā. Ražošanas process ir sarežģīts, procesa logs ir šaurs un ražošanas grūtības ir augstas. To sauc par "tērauda izstrādājumu rokdarbu".
Aukstā velmējuma neorientēta silīcija tērauda lokšņu ražošanas process parasti ietver: karstās velmēšanas tērauda sagataves vai nepārtrauktas liešanas sagataves aptuveni 2,3 mm biezās ruļļos, kam seko mazgāšana ar skābi, aukstā velmēšana, atkvēlināšana un izolācijas plēves pārklāšana. Augsta silīcija satura izstrādājumiem pēc karstās velmēšanas vispirms tie jānormalizē 800–850 ℃ temperatūrā, kam seko mazgāšana ar skābi, aukstā velmēšana līdz noteiktam biezumam, atkvēlināšana, pēc tam aukstā velmēšana ar zemu reducēšanas ātrumu un visbeidzot galīgā atkvēlināšana.
Visizplatītākā amorfo sakausējumu ražošanas metode ir izkausēta metāla tvaiku izsmidzināšana uz ātrgaitas rotējoša vara tinuma rāmja, un izkausētais metāls tiek atdzesēts un sacietēts plānās ribās ar ātrumu 106 ℃/s. Augstais iekšējais spriegums, kas rodas rūdīšanas laikā, ir jāsamazina, atkvēlinot to temperatūrā no 200 ℃ līdz 280 ℃, lai iegūtu labas magnētiskās īpašības.
Dzelzs serdes materiālu enerģijas taupīšanas priekšrocības
Energosistēmā ir daudz transformatoru, un tiem ir liela jauda, kā rezultātā rodas ievērojami kopējie zudumi. Tiek lēsts, ka kopējie transformatoru zudumi Ķīnā veido aptuveni 10% no sistēmas saražotās elektroenerģijas. Katrs 1% zudumu samazinājums var ietaupīt miljardus kilovatstundu elektroenerģijas gadā.
Amorfā sakausējuma dzelzs serdes transformatoriem ir ievērojama enerģijas taupīšanas ietekme. SH12 sērijas amorfā sakausējuma serdes transformatoru tukšgaitas zudumi ir par aptuveni 75% mazāki nekā S9 sērijas silīcija tērauda transformatoriem. Lai gan amorfā sakausējuma transformatori ir dārgāki nekā tradicionālie transformatori, to ekspluatācijas izmaksas ir ārkārtīgi zemas, un investīciju atmaksāšanās periods parasti ir no 2 līdz 5 gadiem.
Ekonomiski attīstītie reģioni, ko pārstāv Šanhajas, Dzjansu un Džedzjanas provinces, ir plašā mērogā ieviesuši amorfā sakausējuma transformatorus. Jiangsu Electric Power Company pat plāno nākotnē uzstādīt jaunas un renovētas līnijas, un amorfā sakausējuma transformatoru izmantojumam nevajadzētu būt mazākam par 30%.
Dzelzs serdes materiālu attīstības tendences
Dzelzs serdes materiāli attīstās, lai panāktu zemu dzelzs zudumu un augstu magnētisko indukciju. Silīcija tērauda loksnēm, tostarp neorientētam silīcija tēraudam ar zemu dzelzs zudumu un augstu magnētisko indukciju, paredzēts augstas efektivitātes motoriem, plānas specifikācijas īpaši zemu dzelzs zudumu orientētam silīcija tēraudam ar augstu magnētisko indukciju un augsta silīcija tēraudam vidējas un augstas frekvences enerģiju taupošām elektroierīcēm.
Tēraudam ar augstu silīcija saturu (Si/Fe sakausējums ar 4,5% ~ 6,7% Si) ir ievērojami samazināti dzelzs zudumi augstās frekvencēs, augsta maksimālā magnētiskā caurlaidība un zema koercivitāte. Taču tā Si saturs ir pārāk augsts, un tā plastiskums istabas temperatūrā ir ārkārtīgi slikts, tāpēc to ir grūti velmēt un formēt. Pašlaik neorientētus 6,5% Si/Fe sakausējuma materiālus galvenokārt iegūst, izmantojot silīcija infiltrācijas procesu.
Nano modificēti materiāli un bioloģiskas izcelsmes materiāli ir arī viens no nākotnes attīstības virzieniem. Pieaugot pieprasījumam pēc vides aizsardzības, par svarīgu pētniecības virzienu kļūs netoksisku, bioloģiski noārdāmu vai pārstrādājamu dzelzs kodolu materiālu izstrāde.
Secinājums
Transformatoru serdes materiālu evolūcija ir pieredzējusi materiālzinātnes un elektrotehnikas perfektu apvienojumu. No parastā oglekļa tērauda līdz silīcija tērauda loksnēm un pēc tam amorfiem sakausējumiem, katrs materiālu sasniegums ir ievērojami uzlabojis transformatoru energoefektivitātes līmeni.
Mūsdienu pasaulē, kur enerģijas taupīšana un emisiju samazināšana ir kļuvusi par globālu vienprātību, efektīvu dzelzs serdeņu materiālu izvēle ir saistīta ne tikai ar ekonomiskiem ieguvumiem, bet arī ar atbildību pret vidi. Nākotnē, nepārtraukti parādoties jauniem materiāliem un procesiem, transformatoru serdeņi turpinās attīstīties, lai samazinātu zudumus un palielinātu efektivitāti, veicinot zaļas un mazoglekļa enerģijas sistēmas izveidi.
Publicēšanas laiks: 2025. gada 29. augusts















